Verarbeitungshinweise für sicheres Kleben
Saubere und haltbare Klebeverbindungen
Das in diesem Film verwendete 3M VHB-Formstanzteil wurde von der Firma Seyffer GmbH konfektioniert.
Verarbeitungshinweise für Klebebänder
- Fingerkontakt zu den Klebeflächen vermeiden
auf Klebeband und Profil - Trockene Klebeflächen
Kondensatbildung vermeiden - Saubere Klebeflächen
Kein: Öl, Staub, Schmier- und Trennmittel auf den Klebeflächen - Klebetemperaturen beachten
18°C; Toleranz: +15°C / -1°C - Dehnen der Profile vermeiden
Kein Schrumpf bzw. Längenänderungen der Profile - Richtigen Anpressdruck anwenden
zwischen 10 N/cm2 und 50 N/cm2
Klebebänder finden aufgrund ihrer hohen Leistungsfähigkeit Verwendung in vielen Industriebereichen. Ein besonderer Vorteil ist die wirtschaftliche, schnelle und saubere Verarbeitung im Vergleich zu anderen Befestigungssystemen. Um die hervorragenden Merkmale der 3M Klebebänder in vollem Umfang nutzen zu können, beachten Sie bitte die folgenden Hinweise zur Verarbeitung.
Oberflächenbeschaffenheit
Die Oberflächen müssen trocken, frei von Staub, Öl, Oxiden, Trennmitteln und anderen Verunreinigungen sein.
Die zu klebenden Materialien müssen in sich fest sein.
Denn es gilt: Die Festigkeit einer Klebung ist nur so gut wie die innere Festigkeit der zu klebenden Materialien. Auf unbehandelten Holzoberflächen ist keine ausreichende Haftung zu erzielen. Abhilfe: Lackierung oder mit geeignetem Primer vorbehandeln.
Oberflächenreinigung
Zum Entfernen von Staub, Öl und Trennmitteln können z. B. folgende Reinigungsmittel eingesetzt werden:
- Isopropanol/Wasser 50/50
- Aceton oder MEK
- Heptan
- geeignete andere Reinigungsmittel, die keine Rückstände hinterlassen und das Substrat nicht angreifen
Die Werkstofftemperatur sollte so sein, dass es keine Taupunktunterschreitung gibt (Kondensatbildung).
Beispielsweise beim Reinigen von Metalloberflächen mit Aceton wird während der Verdunstungsphase die Metalloberfläche abgekü̈hlt und es kann zur Taupunktunterschreitung kommen (Kondensatbildung). Die Eignung der vorgenannten Lösemittel ist grundsätzlich abhängig von den zu reinigenden Werkstoffen.
Beim Umgang mit Lösemitteln und Chemikalien sind unbedingt die Sicherheitsvorschriften der Hersteller zu beachten.
Verwenden Sie saubere, fusselfreie Einwegtücher zum Reinigen der Oberflächen. Gereinigte Oberflächen sind anschließend schnell zu kleben, um eine Wiederverschmutzung (Staub/Fingerabdrücke) zu vermeiden.
Mechanische Oberflächenreinigung
Konnte mit den vorab aufgeführten Reinigungsmitteln keine geeignete Oberfläche erzielt werden z. B. bei Oxiden, Trennmitteln oder pulverlackierten Materialien, sollte ein leichtes Anschleifen erfolgen. Vor dem Anschleifen der Oberflächen sind diese mit geeigneten Reinigungsmitteln zu säubern. Nach dem Anschleifen ist eine zweite Reinigung notwendig, um den Schleifstaub zu entfernen. Bei Kunststoffen und Lacken ist die Lösemittelverträglichkeit zu prüfen (Spannungsrissbildung und Absorption von Lösemitteln). Das vorherige Anschleifen hat sich auch bei den häufig niederenergetischen Pulverlacken als vorteilhaft herausgestellt.
Kritisch sind Klebungen zu Werkstoffen wie:
- Polyolefinen (Polyethylen, Polypropylen)
- Gummi (EPDM etc.)
- Pulverlackierten Materialien
- Silikonen
- Teflon
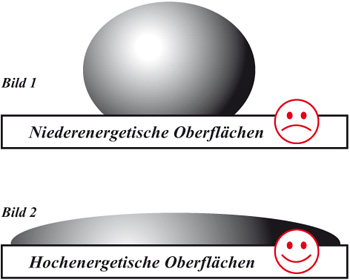
Wassertropfentest
Zur Bestimmung einer gut oder weniger gut zu klebenden Oberfläche ist der Wassertropfentest geeignet: Oberfläche reinigen, Fügepartner mit Wasser benetzen.
- Bilden sich Wassertropfen wie in Bild 1 zu sehen, so ist Vorsicht geboten (niederenergetisch).
- Verläuft der Wasserfilm bzw. bildet sich ein Wasserfilm wie in Bild2, so ist von einer gut zu klebenden bzw. hochenergetischen Oberfläche auszugehen.
Temperatur
Die günstigste Verarbeitungstemperatur (Objekt und Umgebungstemperatur) liegt zwischen +15° C und +25° C. Insbesondere sollte Kondensatbildung vermieden werden, die entsteht, wenn die zu verbindenden Werkstoffe aus kalten Lagerräumen in warme Produktionsräume kommen.
Andruck
Die Festigkeit der Klebung ist direkt abhängig von dem Kontakt, den der Klebstoff zu den zu klebenden Oberflächen hat. Ein kurzer, hoher Andruck (z. B. mit einem Rakel, einer Andruckrolle oder Andruckvorrichtung) sorgt für einen guten Oberflächenkontakt. Die Art und Höhe des Andruckes ist abhängig vom Werkstoff (dünn- oder dickwandig) und von der Geometrie der Bauteile. Faustregel: ca. 20 N/cm².
Endklebkraft
Je nach Klebstoffsystem kann die Verweilzeit bis zur Endklebkraft 72 Stunden betragen. Durch Druck und/oder Erwärmung ist die Endklebkraft schneller zu erreichen, da durch diese zusätzlichen Maßnahmen ein besseres Fließverhalten der viskoelastischen Klebebänder erzielt wird.
Lagerung
Unverarbeitet mindestens 12 Monate nach Eingang beim Kunden im Originalkarton bei ca. 50 % relativer Luftfeuchte und ca. 20° C Lagertemperatur oder laut Produktinformation bei speziellen Industrieklebebändern.
Verarbeitung von Hochleistungs-Verbindungssystemen (VHB-Klebebändern)
Bei der Verarbeitung von Hochleistungs-Verbindungssystemen achten Sie bitte ebenfalls auf saubere Oberflächen, die frei von Schmutzpartikeln, Fett-, Öl- oder Silikonfilmen sein müssen. Achten Sie auf eine vollständige Entfernung der Schutzabdeckung (Liner) und drücken Sie die Werkstücke nach dem Fügen mit ca. 20 N/cm² aneinander. Die Endklebkraft wird bei Raumtemperatur erst nach ca. 72 Stunden erreicht, wobei Wärme den Prozess beschleunigt, sodass z. B. bei 65° C schon nach 1 Stunde die Endklebkraft erreicht sein kann.
Alterungsbeständigkeit von Hochleistungs-Verbindungssystemen
Zu diesem wichtigen Punkt wurde eine technische Information entwickelt. Diese gibt Aufschluss über das Langzeitverhalten von Hochleistungs-Verbindungssystemen sowie ihre Leistungsfähigkeit in unterschiedlichen anspruchsvollen Einsatzbereichen. Beständigkeit gegen Feuchtigkeit, UV-Licht, beschleunigte Bewitterung und Freiluftwitterung sowie gegen thermische und mechanische Belastungen werden erläutert. Die entsprechende technische Information senden wir Ihnen gerne auf Anfrage zu.
Vorbehandlung von Glasoberflächen
Für Glasoberflächen ist charakteristisch, dass sie aufgrund ihres chemischen Aufbaus sehr leicht Feuchtigkeit an der Oberfläche binden (absorbieren), welche die Ausbildung von Haftungskräften behindern kann. Deshalb empfehlen wir vor der Applikation des Klebebandes dringend den Einsatz eines Glasprimers. Dieser gewährleistet eine dauerhafte Klebung und verhindert im Außenbereich eine Unterwanderung der Feuchtigkeit zwischen Glas und Klebstoff. Der Glasprimer wird in einer sehr dünnen Schicht auf die optisch klare, saubere Oberfläche aufgebracht. Ist die Scheibe stark verschmutzt, so ist eine vorherige Reinigung mit Isopropanol erforderlich.
Auftragen eines Glasprimers
- Ein sauberes, fusselfreies Tuch (z. B. Einwegtücher) mit Silan Glas Primer anfeuchten.
- Den Primer sehr dünn in einer Richtung auf die zu klebende Fläche auftragen.
- Wichtig! Sofort mit einem sauberen, fusselfreien Tuch (z. B. Einwegtuch) in einer Richtung trocken nachwischen! Der Glas Primer ist transparent und sollte die Glasscheibe nicht trüben oder verfärben. Trübt sich die Glasscheibe oder sind Newtonsche Ringe (Regenbögen) sichtbar, wurde zu viel Primer aufgetragen. In diesem Fall ist der Primer mit Isopropanol wieder zu entfernen und in einer dünnen Schicht erneut aufzutragen.
- Das Klebeband innerhalb von 5 Minuten aufbringen.
Fenstersprossenklebung
Bitte fordern Sie die eigens zum Thema Fenstersprossenklebung entwickelte technische Information über das Kontaktformular an: Verarbeitungshinweis für Fenstersprossenklebung mit Hochleistungs-Verbindungssystemen.
Primerauswahl
Für eine Fachberatung bezüglich eines passenden Primers stehen Ihnen unsere Außendienstmitarbeiter zur Verfügung.
Bei welcher Temperatur sollte man Klebebänder verarbeiten?
Die Verarbeitungs- und Abzugstemperatur sollte zwischen + 5° C und + 40° C liegen. Kalte oder zu warme Klebebandrollen müssen vorher an die Umgebungstemperatur angepasst werden. Um ein rückstandsfreies Abziehen sicherzustellen, muss das Band im spitzen Winkel vom Untergrund abgezogen werden. Wird das Abdeckband bei Temperaturen unter +5° C entfernt, werden Trägermaterialien (z. B. Folien) spröde. Das Band lässt sich nur „knatternd“ unter Reißneigung entfernen, es kann zu Klebmasserückständen kommen. Nachfolgend sechs Tipps für exzellente Resultate:
- Klebebänder immer von der Farb- bzw. Lackkante weg abziehen!
- Klebebänder erst nach Farbantrocknung jedoch nicht nach Farbdurchtrocknung entfernen!
- Klebebänder immer im Winkel von 45° abziehen!
- Klebebänder auf Naturkautschuk-Klebmasse-Basis nie direkter UV-Belastung aussetzen
- Klebebänder bei Raumtemperatur trocken lagern und vor direkter Sonneneinstrahlung schützen
- Klebebänder auf Naturkautschuk-Klebmasse-Basis nicht über einen längeren Zeitraum erhöhten Temperaturen über +50°C aussetzen
* Wichtiger Hinweis:
Die vorstehenden Angaben stellen unsere gegenwärtigen Erfahrungswerte dar und sind nicht in Spezifikationen zu übernehmen. Prüfen Sie bitte selbst vor Verwendung unseres Produktes, ob es sich auch im Hinblick auf mögliche anwendungswirksame Einflüsse, für den von Ihnen vorgesehenen Verwendungszweck eignet. Alle Fragen einer Gewährleistung und Haftung für dieses Produkt werden nach unseren jeweils gültigen Verkaufsbedingungen geregelt, sofern nicht gesetzliche Vorschriften etwas anderes vorsehen.
